
راهنمای کامل آمپر مناسب برای جوشکاری1404

راهنمای کامل آمپر مناسب برای جوشکاری1404
انتخاب آمپر مناسب در جوشکاری یکی از اساسیترین عوامل تعیین کننده کیفیت اتصال جوش است. این مقاله به بررسی جامع تمامی جنبههای مؤثر در تعیین آمپر بهینه برای انواع فرآیندهای جوشکاری میپردازد. درک صحیح این مفاهیم نه تنها کیفیت جوش را بهبود میبخشد، بلکه از بروز عیوب جوش، اتلاف مواد و انرژی نیز جلوگیری میکند.
فصل اول: مبانی تئوری جریان جوشکاری
۱-۱ رابطه آمپر با فرآیند جوشکاری
جریان الکتریکی (آمپر) مهمترین پارامتر در کنترل حرارت ورودی به منطقه جوش است. هر فرآیند جوشکاری محدوده مشخصی از جریان را طلب میکند:
-
جوشکاری قوسی دستی (SMAW): 40-400 آمپر
-
جوشکاری MIG/MAG (GMAW): 50-500 آمپر
-
جوشکاری TIG (GTAW): 5-400 آمپر
-
جوشکاری زیرپودری (SAW): 200-2000 آمپر
۱-۲ فیزیک قوس الکتریکی و نقش آمپر
آمپر مستقیماً بر مشخصات قوس الکتریکی تأثیر میگذارد:
-
تراکم جریان: هرچه آمپر بالاتر باشد، تراکم جریان در الکترود بیشتر شده و حرارت تولیدی افزایش مییابد.
-
پایداری قوس: در جریانهای بسیار پایین، قوس ناپایدار میشود.
-
نفوذ جوش: جریان بالاتر معمولاً نفوذ عمیقتری ایجاد میکند.
فصل دوم: عوامل مؤثر در تعیین آمپر بهینه
۲-۱ نوع و ضخامت فلز پایه
-
فولادهای کربنی: 1 آمپر به ازای هر 0.001 اینچ ضخامت (40 آمپر برای هر میلیمتر)
-
آلومینیوم: نیاز به جریان 20-30% بالاتر از فولاد با ضخامت مشابه
-
فولادهای ضدزنگ: معمولاً 10-20% جریان کمتر از فولاد کربنی
۲-۲ نوع و قطر الکترود/سیم جوش
جدول زیر رابطه قطر الکترود با محدوده جریان را نشان میدهد:
| قطر الکترود (mm) | محدوده آمپر (SMAW) | محدوده آمپر (GTAW) |
|---|---|---|
| 1.6 | 40-80 | 30-90 |
| 2.4 | 70-130 | 80-140 |
| 3.2 | 100-180 | 120-200 |
| 4.0 | 150-250 | 160-280 |
۲-۳ موقعیت جوشکاری
-
جوشکاری تخت: امکان استفاده از بالاترین جریان
-
جوشکاری عمودی و سقفی: کاهش 10-25% جریان
-
جوشکاری گوشه: افزایش 5-15% جریان نسبت به جوش لب به لب
فصل سوم: محاسبه آمپر برای فرآیندهای مختلف
۳-۱ جوشکاری SMAW (الکترود دستی)
فرمول پایه:
آمپر = (قطر الکترود بر حسب اینچ) × 1000
مثال: برای الکترود 1/8 اینچی (3.2mm):
آمپر = 0.125 × 1000 = 125 آمپر
تنظیمات دقیقتر:
-
الکترودهای سلولزی: 10-20% جریان بیشتر
-
الکترودهای روتیلی: محدوده استاندارد
-
الکترودهای بازی: 10-15% جریان کمتر
۳-۲ جوشکاری GMAW (MIG/MAG)
فرمول پایه برای فولاد:
آمپر = (قطر سیم بر حسب اینچ × 50000) – 150
مثال برای سیم 0.035 اینچی:
آمپر = (0.035 × 50000) – 150 = 1600 آمپر
تنظیمات ولتاژ متناسب:
ولتاژ = (0.04 × آمپر) + 14
۳-۳ جوشکاری GTAW (TIG)
فرمول پایه برای فولاد:
آمپر = ضخامت ماده (mm) × 30-40
برای آلومینیوم:
آمپر = ضخامت (mm) × 40-50
ملاحظات ویژه:
-
جریان پایه برای جوشکاری دقیق: 50-150 آمپر
-
جریان پالسی: 1-500 هرتز با نسبت 30-90%
فصل چهارم: تأثیر آمپر بر کیفیت جوش
۴-۱ نشانههای جریان بسیار بالا
-
سوختگی: ایجاد حفره در فلز پایه
-
تخلخل: تبخیر سریع عناصر آلیاژی
-
اعوجاج: تغییر شکل بیش از حد به دلیل حرارت ورودی بالا
-
پاشش: پرتاب قطرات مذاب به اطراف
۴-۲ نشانههای جریان بسیار پایین
-
نفوذ ناکافی: عدم ذوب کامل لبهها
-
سرباره محبوس: عدم تفکیک مناسب سربار
-
نامنظمی مهره جوش: شکلپذیری ضعیف مذاب
-
چسبندگی الکترود: چسبیدن مکرر الکترود به کار
فصل پنجم: تکنیکهای تنظیم دقیق آمپر
۵-۱ روش آزمون و خطا
۱. با جریان محاسبه شده شروع کنید
۲. نمونه جوش بزنید
۳. کیفیت جوش را بررسی کنید
۴. جریان را 5-10 آمپر تنظیم کنید
۵. مراحل را تکرار تا رسیدن به نتیجه مطلوب
۵-۲ استفاده از جداول مرجع
جداول استاندارد AWS و ISO محدودههای پیشنهادی برای مواد و شرایط مختلف ارائه میدهند.
۵-۳ دستگاههای محاسبهگر دیجیتال
برخی دستگاههای مدرن جوشکاری دارای:
-
مودهای خودتنظیم بر اساس پارامترهای ورودی
-
پایگاههای داده مواد
-
سیستمهای هوشمند تشخیص بهینه
فصل ششم: ملاحظات ویژه برای مواد مختلف
۶-۱ فولادهای کربنی
-
ورق نازک (زیر 3mm): 60-130 آمپر
-
ورق متوسط (3-10mm): 130-250 آمپر
-
ورق ضخیم (بالای 10mm): 250-400+ آمپر
۶-۲ فولادهای آلیاژی
-
فولادهای کم آلیاژ: 10-15% جریان کمتر از فولاد کربنی
-
فولادهای پرآلیاژ: 20-30% جریان کمتر
۶-۳ آلومینیوم و آلیاژهای آن
-
نیاز به جریان بالاتر به دلیل هدایت حرارتی زیاد
-
استفاده از جریان متناوب (AC) برای شکستن لایه اکسید
-
محدوده معمول: 20-40% بالاتر از فولاد با ضخامت مشابه
۶-۴ فولادهای ضدزنگ
-
سری 300: 10-20% جریان کمتر از فولاد کربنی
-
سری 400: 15-25% جریان کمتر
-
پرهیز از حرارت ورودی بیش از حد
فصل هفتم: تأثیر شرایط محیطی بر تنظیمات آمپر
۷-۱ دمای محیط
-
هوای سرد (زیر 10°C): افزایش 5-10% جریان
-
هوای گرم (بالای 35°C): کاهش 5-10% جریان
۷-۲ رطوبت
-
رطوبت بالا ممکن است نیاز به افزایش 3-7% جریان داشته باشد
۷-۳ ارتفاع
-
در ارتفاعات بالا (بالای 2000m) کاهش 5-15% جریان توصیه میشود
فصل هشتم: ایمنی و کنترل حرارت ورودی
۸-۱ محاسبه حرارت ورودی
فرمول حرارت ورودی (kJ/mm):
HI = (آمپر × ولتاژ × 60) / (سرعت جوشکاری mm/min × 1000)
۸-۲ جلوگیری از اعوجاج
-
استفاده از توالی جوشکاری مناسب
-
پیشگرمایش برای مواد حساس
-
کنترل دقیق پارامترها
۸-۳ ایمنی الکتریکی
-
اطمینان از کالیبره بودن دستگاه
-
استفاده از کابلهای با سایز مناسب
-
بررسی اتصالات
فصل نهم: تنظیمات پیشرفته و تکنیکهای خاص
۹-۱ جوشکاری پالسی
-
فرکانس پالس: 0.5-500 هرتز
-
جریان پایه: 30-50% جریان پیک
-
مدت زمان پالس: 10-90% سیکل
۹-۲ جوشکاری با چند پاس
-
پاس ریشه: جریان پایین برای کنترل نفوذ
-
پاس پرکن: جریان متوسط برای پر کردن
-
پاس رو: جریان بالا برای شکلدهی نهایی
۹-۳ جوشکاری مواد نازک
-
تکنیکهای کاهش جریان:
-
استفاده از الکترودهای نازک
-
افزایش سرعت جوشکاری
-
استفاده از پالس
-
فصل دهم: جمعبندی و توصیههای نهایی
۱۰-۱ چکلیست انتخاب آمپر
۱. نوع فرآیند جوشکاری را مشخص کنید
۲. جنس و ضخامت فلز پایه را تعیین کنید
۳. نوع و قطر الکترود/سیم را انتخاب کنید
۴. موقعیت جوشکاری را در نظر بگیرید
۵. از جداول مرجع یا فرمولها استفاده کنید
۶. تنظیمات اولیه را اعمال کنید
۷. تست جوش انجام دهید
۸. تنظیمات نهایی را انجام دهید
۱۰-۲ منابع خطا و راهحلها
-
کابلهای بلند: افت ولتاژ – افزایش 5-10% جریان
-
الکترود مرطوب: کاهش 5-10% جریان
-
زنگ زدگی سطحی: افزایش 5-15% جریان
۱۰-۳ توصیههای حرفهای
-
همیشه با کمترین جریان ممکن شروع کنید
-
از دماسنج مادون قرمز برای کنترل حرارت استفاده کنید
-
پارامترهای موفق را ثبت و آرشیو کنید
-
به صدای قوس توجه کنید – صدای مطلوب شبیه سرخ کردن غذاست
فصل یازدهم: تنظیمات دستگاه و کالیبراسیون
۱۱-۱ کالیبراسیون دستگاه جوش
-
چک لیست ماهانه:
-
بررسی دقت نمایشگرهای آمپر و ولتاژ
-
تست عملکرد سیستم خنککننده
-
بازبینی اتصالات کابلها
-
-
استانداردهای کالیبراسیون:
-
استفاده از شنتهای کالیبره شده
-
تطبیق با استاندارد ISO 17662
-
خطای مجاز: ±5% برای جریان DC، ±7% برای جریان AC
-
۱۱-۲ تنظیمات دینامیکی
-
پاسخ فرکانسی:
-
دستگاههای مدرن: پاسخ سریع تا 500Hz
-
دستگاههای معمولی: محدوده 50-100Hz
-
-
جبران خودکار:
-
سیستمهای AVC (کنترل خودکار ولتاژ)
-
جبرانکنندههای طول کابل
-
تنظیمکنندههای حرارتی
-
فصل دوازدهم: جوشکاری مواد غیرمعمول
۱۲-۱ فلزات رنگین
-
مس و آلیاژهای آن:
-
هدایت حرارتی بالا → جریان 30-40% بیشتر از فولاد
-
استفاده از پیشگرمایش 200-300°C
-
-
تیتانیوم:
-
محدوده جریان باریک (10% تلورانس)
-
نیاز به محیط محافظ آرگون خالص
-
جریان پیشنهادی: 1.5 آمپر به ازای هر 0.1mm ضخامت
-
۱۲-۲ چدنها
-
چدن خاکستری:
-
جریان پایین برای جلوگیری از تنشهای حرارتی
-
پیشگرمایش تا 400-600°C
-
محدوده جریان: 20% کمتر از فولاد مشابه
-
-
چدن داکتیل:
-
حساسیت کمتر نسبت به چدن خاکستری
-
امکان استفاده از جریان 10% بالاتر
-
فصل سیزدهم: تکنیکهای عیبیابی
۱۳-۱ تشخیص مشکلات رایج
-
مشکل: الکترود سریع میسوزد
-
علت: جریان بسیار بالا
-
راه حل: کاهش 10-15% آمپر
-
-
مشکل: نفوذ ناکافی
-
علت: جریان بسیار پایین یا سرعت زیاد
-
راه حل: افزایش تدریجی 5 آمپر
-
۱۳-۲ تحلیل مقطع جوش
-
اندازهگیری ناحیه ذوب:
-
نسبت عمق به عرض (D/W) باید بین 0.5-1.5 باشد
-
جریان بالا → D/W افزایش مییابد
-
جریان پایین → D/W کاهش مییابد
-
فصل چهاردهم: فناوریهای نوین در کنترل جریان
۱۴-۱ سیستمهای دیجیتال
-
کنترلرهای PID:
-
پاسخ سریع به تغییرات مقاومت قوس
-
دقت ±1% در کنترل جریان
-
-
یادگیری ماشینی:
-
الگوریتمهای تطبیقی بر اساس تجربیات گذشته
-
پیشبینی تنظیمات بهینه
-
۱۴-۲ سینرژی کنترل
-
هماهنگی پارامترها:
-
ارتباط دینامیک ولتاژ-آمپر-سرعت
-
منحنیهای سینرژی از پیش برنامهریزی شده
-
فصل پانزدهم: استانداردهای بینالمللی
۱۵-۱ استانداردهای AWS
-
AWS D1.1: جوشکاری فولادهای ساختاری
-
جداول جریان برای انواع اتصالات
-
محدودیتهای حرارت ورودی
-
-
AWS D1.2: جوشکاری آلومینیوم
-
محاسبات جریان ویژه آلیاژهای آلومینیوم
-
۱۵-۲ استانداردهای ISO
-
ISO 4063: طبقهبندی فرآیندهای جوشکاری
-
ISO 15614: روشهای آزمون واجد شرایط بودن
فصل شانزدهم: مطالعات موردی
۱۶-۱ جوشکاری لولههای فشار قوی
-
شرایط:
-
جنس: فولاد API 5L X70
-
ضخامت: 12.7mm
-
فرآیند: GMAW-P (پالسی)
-
-
پارامترهای بهینه:
-
جریان پیک: 210-230 آمپر
-
جریان پایه: 90-110 آمپر
-
فرکانس پالس: 120Hz
-
۱۶-۲ جوشکاری مخازن نازک
-
شرایط:
-
جنس: فولاد ضدزنگ 304L
-
ضخامت: 1.5mm
-
فرآیند: GTAW
-
-
پارامترهای بهینه:
-
جریان: 45-55 آمپر
-
فرکانس پالس: 2Hz
-
تعادل AC: 70%
-
فصل هفدهم: ابزارهای کمکی
۱۷-۱ ماشینحسابهای تخصصی
-
نرمافزارهای محاسبه پارامتر:
-
Miller Weld Setting Calculator
-
Lincoln Electric’s Weld Calculator
-
-
اپلیکیشنهای موبایل:
-
WeldPro
-
Welding Suite
-
۱۷-۲ دستگاههای اندازهگیری
-
کلمپمترهای جوشکاری:
-
دقت ±1.5% + 5 آمپر
-
قابلیت ثبت دادهها
-
-
آنالایزرهای قوس:
-
نمونهبرداری با فرکانس بالا
-
تحلیل شکل موج جریان
-
فصل هجدهم: آموزش عملی
۱۸-۱ تمرینهای پایه
-
تمرین ۱: تنظیم جریان برای ورق 6mm فولاد کربنی
-
فرآیند: SMAW با الکترود E6013
-
جریان پیشنهادی: 130-150 آمپر
-
-
تمرین ۲: جوشکاری گوشه آلومینیوم 3mm
-
فرآیند: GTAW
-
جریان پیشنهادی: 90-110 آمپر
-
۱۸-۲ ارزیابی نتایج
-
معیارهای کیفیت:
-
یکنواختی مهره جوش
-
عدم وجود تخلخل
-
نفوذ کافی
-
فصل نوزدهم: آینده فناوری کنترل جریان
۱۹-۱ توسعههای آتی
-
کنترل هوشمند:
-
سیستمهای بینایی ماشین برای تنظیم خودکار
-
سنسورهای نوری برای آنالیز حوضچه مذاب
-
-
جوشکاری تطبیقی:
-
تغییر پارامترها در حین عملیات
-
فیدبک بلادرنگ از کیفیت جوش
-
فصل بیستم: نتیجهگیری نهایی
۲۰-۱ اصول کلیدی
۱. تناسب: تطبیق جریان با ضخامت و جنس ماده
۲. تدریج: تنظیم گامبهگام پارامترها
۳. مستندسازی: ثبت پارامترهای موفق
۲۰-۲ توصیههای حرفهای
-
همزمان با تنظیم جریان، سایر پارامترها را نیز تنظیم کنید
-
از تجهیزات با کیفیت و کالیبره استفاده نمایید
-
به صدای قوس و ظاهر حوضچه مذاب توجه کنید
۲۰-۳ منابع پیشرفته
-
دورههای پیشرفته کدگذاری جوش (AWS CWI)
-
سمینارهای تخصصی متالورژی جوش
-
نشریات فنی انجمن جوشکاری آمریکا
پیوست نهایی:
-
فرهنگ اصطلاحات تخصصی
-
لیست تولیدکنندگان معتبر تجهیزات
-
مراکز آموزشی معتبر جوشکاری
سخن پایانی:
مهارت در تنظیم آمپر مناسب، هنر ظریفی است که ترکیبی از دانش تئوری و تجربه عملی میطلبد. با تسلط بر اصول ارائه شده در این راهنما و تمرین مستمر، میتوانید به سطح حرفهای در کنترل کیفیت جوش دست یابید. به خاطر داشته باشید که هر پروژه جوشکاری منحصر به فرد است و نیاز به توجه خاص به شرایط کار دارد.
-
-
-
-
ویراستار فنی:مهندس ابتیاعی

فروش آهن و محصولات فولادی در رادمان آهن مشهد با توجه به نیاز مشتریان و صنایع مختلف انجام میشود. این شرک
ت با بهرهگیری از فناوریهای روز دنیا و نیروی متخصص، افزایش قیمت فلزات
صنعتی تأثیر تصمیمات دولتی
به یکی از قطبهای اصلی تولید و صادرات محصولات فولادی در منطقه تبدیل شود.صادرات فولاد

نیز فعالیت گستردهای دارد و توانسته است محصولات خود را به بازارهای بینالمللی نیز عرضه کند. این شرکت با ارائه خدمات متنوع در زمینه فروش آهن، آماده همکاری با صنایع بزرگ و کوچک در سراسر کشور است. بازار فولاد صادرات فولاد

اگر به دنبال خرید تیرآهن، ورق و سایر آهن آلات صنعتی با کیفیت و قیمت مناسب هستید، رادمان آهن مشهد با تیمی مجرب و حرفهای، بهترین گزینه برای شماست. این شرکت با ارائه محصولات فولادی متنوع و خدمات پس از فروش، رضایت مشتریان خود را در اولویت قرار داده است.صادرات فولاد
فولاد هرمزگان برای کسب اطلاعات بیشتر درباره محصولات و خدمات رادمان آهن مشهد، میتوانید با کارشناسان این شرکت تماس بگیریدو از مشاوره رایگان بهرهمند شوید. رادمان آهن مشهد،همراه مطمئن شما در صنعت فولاد و آهن بازار فولا صادرات فولاد
-
-
-


بازار آهن و فولاد: تحلیل وضعیت کنونی و پیشبینی روند آینده1403 بازار آهن و فولاد یکی . . .
3 دقیقه
ادامه مطلب

فولاد هرمزگان،1403 پیشرو در صنعت فولاد و تعالی سازمانی فولاد هرمزگان به عنوان یکی از . . .
4 دقیقه
ادامه مطلب

زمستان پربار فولاد خوزستان؛1403 محدودیتهای انرژی حریف یکهتازی بزرگترین عرضه� . . .
4 دقیقه
ادامه مطلب

۴۷ درصد افزایش بیش از سرمایه شرکت مجتمع فولاد خراسان/ سرمایه «فخاس» از ۶.۸ به ۱۰ همت . . .
3 دقیقه
ادامه مطلب

🔺عراقچی: نامه ترامپ دریافت شد1403 🔹سید عباس عراقچی، معاون وزیر امور خارجه ایران، د . . .
4 دقیقه
ادامه مطلب

مراسم تکریم و معارفه مدیرعامل فولاد هرمزگان با حضور مدیران ارشد صنعت فولاد برگزار . . .
4 دقیقه
ادامه مطلب
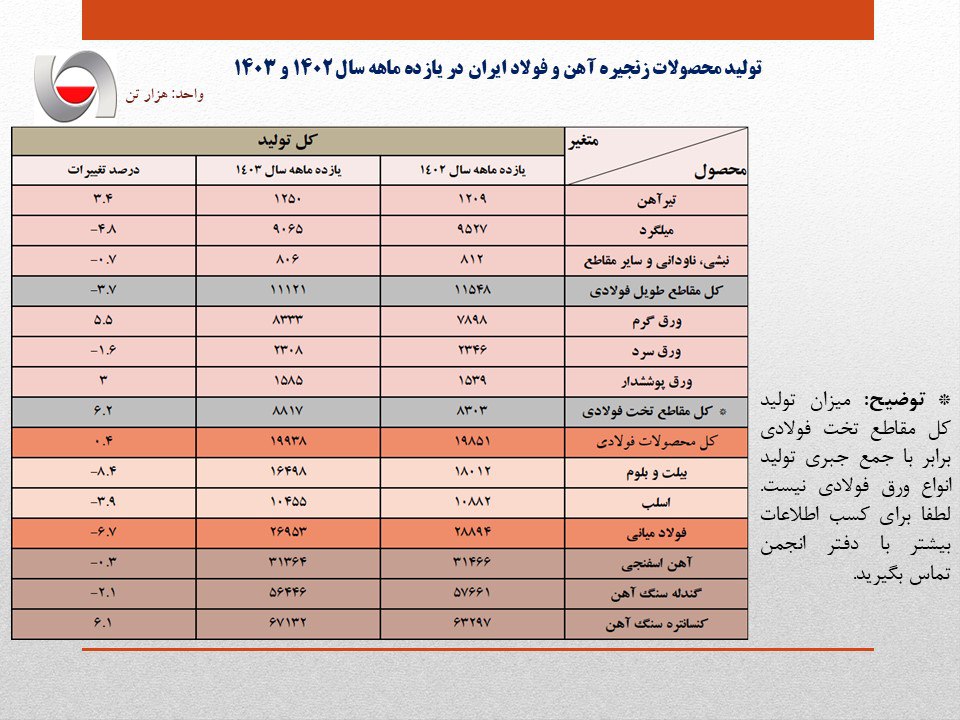
افت 6.7 درصدی تولید فولاد ایران: بررسی جزئیات تولید محصولات زنجیره آهن و فولاد در 11 . . .
5 دقیقه
ادامه مطلب
0